The Rieter Manual of Spinning by Werner Klein (2008–2009, 2014) (read in 2022)
Published by marco on
Standard disclaimer[1]
I read this seven-volume, ~500-page treatise on spinning and yarn-production for work. The first four volumes were published in 2008, while the fifth and sixth—rotor-spinning and alternative spinning (primarily air-jet spinning)—were written in 2009, and the seventh volume—on man-made fibers—arrived five years later, in 2014.
- Volume 1 – Technology of Short-Staple Spinning
- Volume 2 – Blowroom & Carding
- Volume 3 – Spinning Preparation
- Volume 4 – Ring Spinning
- Volume 5 – Rotor Spinning
- Volume 6 – Alternative Spinning Systems
- Volume 7 – Processing of Man-Made Fibres
The first volume is the densest, with a detailed overview of all processes: opening, blowing, drawing, carding, combing, and spinning. Subsequent volumes cover carding and combing in detail, with volumes four, five, and six covering ring-spinning, rotor-spinning, and air-jet spinning (as well as other niche, or never-productive/no-longer-used techniques), respectively.
Although the authors are German native speakers, they wrote impeccable English, with only typos, but no strange usage—other than the normal absolute mangling of the English language perpetrated by textile terminology, which imbues several common English words with completely new meanings.
There is a wealth of detail and research and knowledge that goes into converting fibers—natural or artificial—into yarn and then fabric. The history of spinning and spinning technology is very old. The history of automation is centuries old.
The focus in these books is on cotton, which is collected from cotton plants with various techniques and varying levels of automation. With a higher level of automation comes a higher collection speed—which is more cost-effective and efficient—but it also engenders more contamination and with smaller particles, which increases the need for cleaning in latter stages.
The cotton is baled and stored in giant, hard blocks (220kg) and categorized according to various characteristics, which will influence the laydown, or how the bales will be organized when they are opened in the first stage of processing in a mill. The opener draws layers off the tops of dozens of bales at once (organized in a pattern called the laydown, the determination of which is kind of an art form influenced by several factors, but which has also been researched and determined scientifically). These layers are sucked up into the initial stages of processing, where various mechanisms “open” the cotton into tufts, which are the desired result of the blowing process. As with subsequent stages, blowing also removes some contamination.
What follows is carding, which converts tufts into fibers, and removes dust and some other contamination. Because of technological advances in blowing, some of the duties classically performed during carding are already taken care of before it arrives at carding. Carding takes the tufts and draws out the tufts into fibers, generating a rope-like material called a sliver. The end product of carding is a can of coiled sliver (pronounced like diver).
Because of the heterogeneous nature of the input product—the entire process is a balancing act of concessions. You want to optimize speed and, therefore, efficiency. In order to optimize speed, you need to know your target quality. The target quality is influenced by the particular nature of the input product at hand. Optimization at one stage may influence speed at another—either negatively or positively. The material will determine which stages need to be used. If the material is easy to clean, then carding may suffice to remove enough contaminants for the target quality. If not, then combing will have to be used to clean the material sufficiently.
What are the important factors? Cleanliness (contamination removal), color consistency, mix of fiber lengths (staples), twist type (determined by spinning type, which determines where it’s strong, outside or inside or mixed, i.e., is it strong, but sensitive to abrasion?), fineness, etc.
There are different spinning processes, each with its strengths and weaknesses. Some have lower capital costs; others have lower labor costs. Some require winding (ring-spinning), others do not (rotor- and air-jet-spinning). There is such a plethora of terminology that I don’t even know where to begin in explaining it. I learned it all as I read, picking up that drafting and drawing are similar processes of attenuation, performed at different times. Sometimes drafting is part of the spinning process, sometimes not. Clothing is a gear, while ends-down is a dropped thread.
There is the classic ring spinning, which uses a cob as an intermediate transport before finally winding onto spools. The more modern rotor-spinning technique spins directly onto the spool without an intervening cob. Air-jet spinning is also more appropriate for some materials, but hasn’t made the inroads so far that rotor-spinning has.
As with everything else in the spinning world, which technology you use depends heavily on your raw material and the quality of the product you’re trying to produce. You balance the amount of piecing you need to do (does one process put a higher strain on the yarn?), the amount of hairiness you’re willing to accept, and so on. Some technologies are faster, or can be scaled up in speed more. Some technologies have setups that are quicker to clean or to load with material. Rotor-spinning is more automatable, which is attractive to those mills that can afford the capital investment.
All in all, this was a fascinating set of volumes about the world in which I’ve made my career over the last year.
[1] Disclaimer: these are notes I took while reading this book. They include citations I found interesting or enlightening or particularly well-written. In some cases, I’ve pointed out which of these applies to which citation; in others, I have not. Any benefit you gain from reading these notes is purely incidental to the purpose they serve of reminding me of what I once read. Please see Wikipedia for a summary if I’ve failed to provide one sufficient for your purposes. If my notes serve to trigger an interest in this book, then I’m happy for you.↩
Citations
Volume 1 – Technology of Short-Staple Spinning
“Carrying out the basic operations of spinning demands, almost without exception, an open, processable material. However, the raw material enters the spinning mill in highly pressed form (bale) for optimum transport and storage. Thus, opening must precede the other basic operations.”
Volume 1 – Page 23
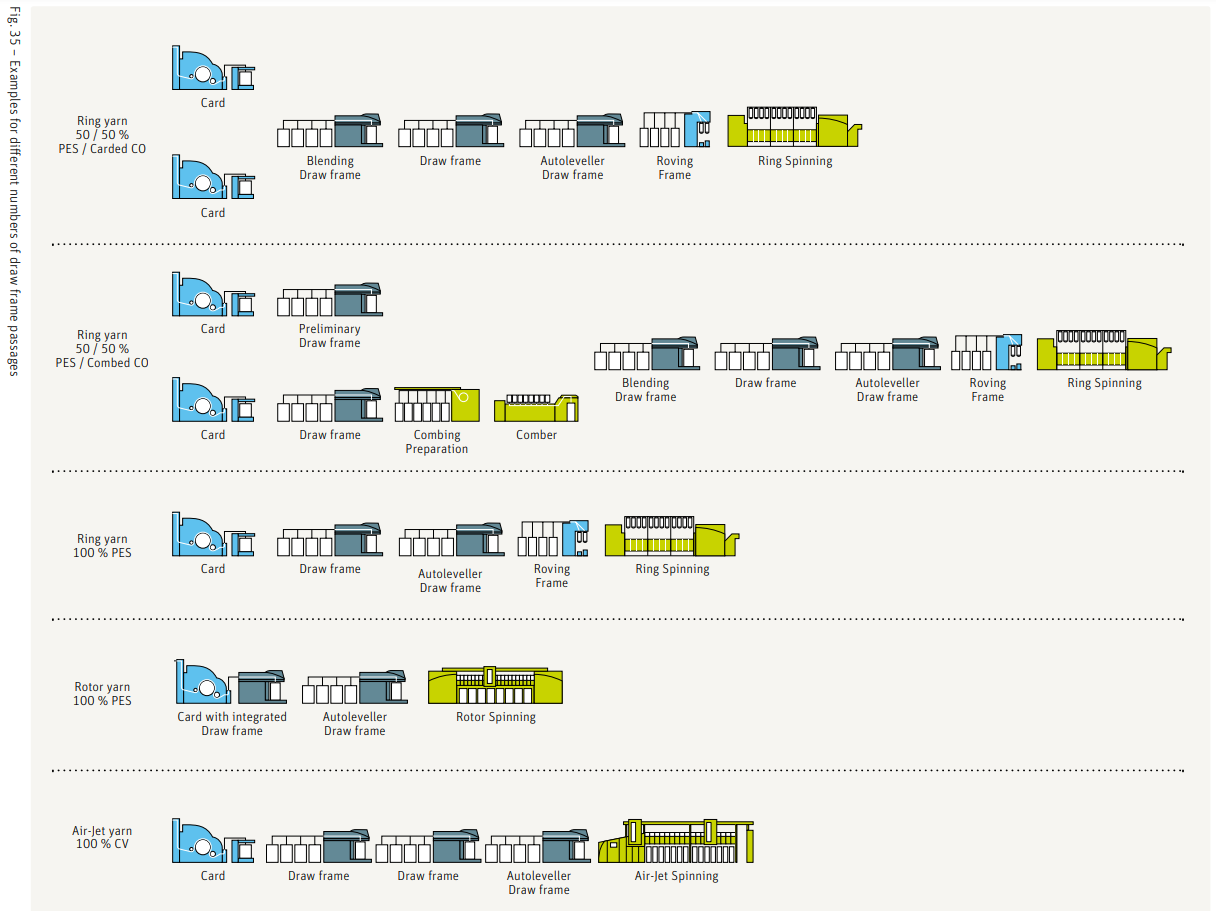
“To eliminate the hooks, leading hooks must be presented to the comber and trailing hooks to the ring spinning machine. As Fig. 24 and Fig. 25 show, reversal of the hook occurs at each processing stage between the card and these machines. Accordingly, a definite number of machine passages are required in intervening stages. Between the card and the comber, there must be an even number of passages, and there must be an odd number between the card and the ring spinning machine. In rotor spinning, the disposition of the hooks is of little significance.”
Volume 1 – Page 29
“This discussion will be confined to mechanical cleaning, in which usually only particles on the surface of the flocks can be removed.
“The following procedures can be used:”
- striking = falling out;
- beating = ejecting;
- scraping = separation;
- suction = separation;
- combing = extracting;
- use of centrifugal force = ejecting.
Volume 1 – Page 31
“Cotton contains very little dust before ginning, but working of the material on the machines causes dust. Even where dust is removed, new dust is being created through shattering of impurities and smashing and rubbing of fibers. Formerly, dust was of no great significance for the spinner, but now it poses a problem. ”
Volume 1 – Page 33
“In addition, a distinction must also be made between controlled and uncontrolled blending. In uncontrolled blending, the components are brought together at random and without a mixing system (e.g. often in bale mixing). In controlled blending, the individual components are supplied to the machines in an ordered fashion and precisely metered (e.g. in weighing-hopper feeders). The various blending processes often differ widely from one another with respect to capital cost, labor-intensiveness, precision of blending, liability to error, and simplicity. Each method has advantages and disadvantages. It is therefore not possible to put forward patent recipes for the use of one or another blending principle.”
Volume 1 – Page 36
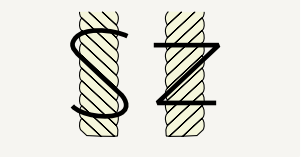
“Fig 56. Twist directions in spun and twisted yarnsTwist is produced with the aid of spindles, rotors, rollers, and so on. Since two twist directions, left and right, are always possible, the fiber windings can also have two directions. The direction of the twist is indicated as Z- or S-twist depending on the transverse orientation of the fibers, i.e. the orientation relative to the diagonals of the letters Z and S (Fig. 56). Z-twist is normally used in short staple spinning, though not to the exclusion of S-twist.”
Volume 1 – Page 53
“The volume of rejects if anything goes wrong at any production unit in the mill is equally high. More than ever the following slogan is valid:
“FAULTS SHOULD BE AVOIDED, NOT CORRECTED
“Meeting this requirement calls not only for competent quality management, but also for an overall control, monitoring and information system with control devices at all relevant points of the material through-flow, either individual or group-wise. ”
Volume 1 – Page 73
Volume 2 – Blowroom & Carding
“The importance of carding is even greater where new spinning systems are concerned. The considerable influence of the card on yarn quality arises from the very complex series of events in the process itself, and also from the pressure to adopt an extremely high production rate on economic grounds. This high production rate causes problems, since there is a close relationship between increases in production and reductions in quality:”
- the higher the performance, the more sensitive the carding operation becomes
- and the greater the danger of a negative influence on quality.
“[…]
“While in the case of an easy-to-clean cotton, for example, the blowroom line might assume most of the working load required, for hard-to-clean cotton this might be done by the card.
“[…]
“Elimination of foreign matter occurs mainly but not exclusively in the region of the licker-in. Only a small part of the contaminants is carried along with the flat strippings, or falls out at other positions. The degree of cleaning achieved by the modern card is very high, in the range of 80 − 95 %. Thus, the overall degree of cleaning achieved by the blowroom and the carding room together is as high as 95 − 99 %. But carded sliver still contains 0.05 − 0.3 % of foreign matter.
“[…]
“Both are available on the card to a considerable degree, i.e. the card is a good dust removing machine.”
Volume 2 – Page 51
Volume 3 – Spinning Preparation
“The comber is used in the production of medium, mediumfine and fine yarns, and enables a positive influence to be exerted primarily on the yarn characteristics of:”“and on the fabric characteristics of:”
- evenness;
- strength;
- cleanliness;
“It is also employed to improve working behavior in downstream processing, most noticeably in knitting. In addition, yarn made from combed cotton needs less twist than a carded yarn.”
- smoothness;
- visual appearance; and
- handle.
Volume 3 – Page 11
“The drawframe produces a sliver that already exhibits all the characteristics required for the creation of a yarn, namely an ordered, clean strand of fibers laying parallel to one another. It is a fair question to ask why this sliver is not used as infeed material for the ring spinning machine, instead of being processed in an expensive manner to create a roving as feed material for spinning. The roving machine itself is complicated, liable to faults, causes defects, adds to production costs and delivers a product that is sensitive in both winding and unwinding. Use of the machine is forced upon the spinner as a necessary evil for two principal reasons.
“The first reason is related to the required draft. Sliver is a thick, untwisted strand that tends to be hairy and to create fly. The draft needed to convert this to a yarn is in the region of 300 − 500. The drafting arrangements of ring spinning machines, in their current forms, are not capable of processing this strand in a single drafting operation to create a yarn of short-staple fibers that meets all the normal
demands on such yarns. The fine, twisted roving is significantly better suited to this purpose.“The second reason is that drawframe cans represent the worst conceivable mode of transport and presentation of feed material to the ring spinning frame. In spite of this, considerable effort has been expended over decades to eliminate the roving frame.
“[…]
“The chief task of the roving frame is the attenuation of the sliver. Since the resulting fine strand has scarcely any coherence, protective twist must be inserted in order to hold it together. The third task cannot be directly attributed to spinning: it lies in winding the roving into a package that can be transported, stored and donned on the ring spinning machine. It is the winding operation above all that makes the roving frame a relatively complex and problem-plagued machine. This winding operation requires, in addition to spindle and flyer, a cone drive (or variable transmission), a differential
gear and a package build motion.”
Volume 3 – Page 57
Volume 4 – Ring Spinning
“The degree of automation has also been increased significantly. As this process of evolution is not yet complete, the ring spinning machine will continue to be the most widely used spinning process in short staple spinning, since it has considerable advantages over the new spinning processes:”
- it can be used universally, i.e. any material and any yarn
- count can be spun on it;
- it produces yarn with optimum properties (especially as regards structure and tenacity);
- it is uncomplicated and easy to control;
- know-how for handling the machine is old, well established and accessible to everyone;
- it is flexible with regard to volume (blend and batch sizes).
“[…]
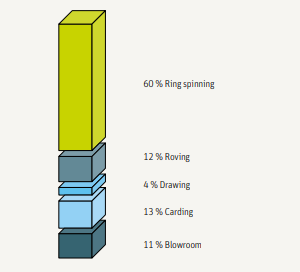
“
Fig. 2–Cost Structure in a typical ring-spinning millHowever, the ring spinning machine can only hold its own position in the long run if the ring spinning process can be automated further and spinning costs substantially reduced, since this machine is a major cost factor in a spinning mill, as the graph produced by Rieter shows (Fig. 2).”
Volume 4 – Page 11
“In the case of the cropped ring the arc was flattened on top compared with the rings that were customary until then. This resulted in a large space for yarn passage, so that the arc of the ring traveler could also be flattened off (oval traveler/flat traveler) and the center of gravity lowered. Its advantage over the anti-wedge ring is that the space for yarn passage is rather larger and all customary ring travelers with the exception of the elliptical traveler can be mounted on it. This is the most widely used ring shape nowadays and is supplied by all well-known companies, such as Bräcker, Reiners & Fürst, etc.”
Volume 4 – Page 27
“Automation replaces human activity with processes performed by machines, apparatus or electronics. In terms of cost accounting this substitutes capital costs for labor costs. Automation is therefore worthwhile wherever”“Since ring spinning accounts for some 50 % of labor costs in a spinning mill, this department is an obvious candidate for automation. However, if we look at the machine itself, it soon becomes obvious that automation is not easy to achieve, since it involves a huge number of tiny production components in a small space with poor accessibility. Even if one or other of these could be automated, it is often uneconomical. Certain operations will therefore have to continue to be performed manually in future.”
- lots of manual work has to be done;
- manual work is monotonous or ergonomically unsuitable;
- personnel are scarce;
- the human error factor has to be eliminated.
Volume 4 – Page 43
“During automatic doffing with old doffing systems the process is interrupted once or twice for tours of inspection. Personnel need to check that the process is proceeding correctly, and especially to ensure that tubes have been fitted everywhere and are not jammed. These tours of inspection are no longer necessary on good modern doffing systems, since each spinning position is continuously monitored during doffing, and collisions between tubes and spindles or cops are therefore impossible. After doffing is completed, the doffer returns to its idle position below the spindles. At the same time the ring rail rises to the piecing position, the balloon checking rings move upward and the yarn guide flaps tilt downward. The machine starts. The conveyor belt moves the doffed cops toward the end of the machine, where they are discharged into transport trolleys or individually transferred directly to the winder. Duration of automatic doffing can be as short as 2 minutes.”
Volume 4 – Page 48
“Despite the high degree of perfection of ring spinning, the ring spinning process has not yet achieved ideal performance. The schematic view of the yarn formation zone on the left in Fig. 72 illustrates the problem. The drafting system of a conventional ring spinning machine unfortunately delivers the fibers over a width W which is considerably larger than width WS of the adjacent spinning triangle (see also Fig. 84). This means that some edge fibers are lost or attached in a disorderly configuration to the yarn core already twisted. In other words, today’s ring yarns have a structure that is not nearly as ideal as might be supposed.”
Volume 4 – Page 57
“Fig. 82–Spinning geometry angles and dimensions”
Captions for Fig. 82: D Drafting system Z Cylinder support E Spinning path F Yarn guide eyelet B Balloon checking ring R Ring rail S Spindle α Angle of drafting system relative to horizontal β Angle of drafting system relative to spinning path axis γ Angle of the thread on the spinning path relative to the vertical δ Angle of the leg of the thread balloon relative to the spindle axis lB Balloon height (variable) lG Distance between drafting system and thread guide eyelet (variable) lF Distance between thread guide eyelet and top of spindle or tube (variable) lS Spindle height lK Tube height lH Traverse height of the ring rail (winding height) lR Distance between ring and balloon checking ring (variable) dH Outside diameter of the tube at the top V Overhang of the top front roller relative to the bottom roller
Volume 4 – Page 61
“Yarn formation takes place in the spinning triangle. If the yarn is to have high strength, high elongation and regularity combined with low neppiness and hairiness, the fibers in the yarn must be:”“Of all the spinning systems available or known, these requirements are best satisfied by ring spinning, especially with regard to the last, very important item. However, this holds true only in conjunction with good spinning geometry, i.e. with an optimal spinning triangle. If it is too short, core fibers (F) will be tied in without tension. They can then absorb tensile forces in the axial direction only to a limited extent, or only after thefibers in the outer layer (f) have been broken. Since the distribution of tension forces in the final yarn is similarly uneven to that in the spinning triangle, the yarn shows the same effect. When stress is applied to the yarn, the edge fibers undergo so much elongation from the very beginning that the forces acting on them either cause the fibers to break, or in some cases to slide apart before the loading forces can act on the neighboring fibers inside the yarn”
- well oriented
- evenly distributed in length and cross-section
- wound spirally around the axis, and
- all fibers must be tied in under tension.
Volume 4 – Page 64
Volume 5 – Rotor Spinning
“Rotor spinning has been characterized from the outset by incomparably higher production potential than ring spinning. This potential has been steadily increased by the continuous rise in rotor and winding speeds. Rotor-spun yarns have therefore always been successful where they could be manufactured more cheaply than ring-spun yarns and proved suitable for the range of application in question. Rotor spinning combines two process stages – spinning and winding – in a single machine.
“[…]
“Last but not least, the rotor spinning system has benefited from the fact that operator functions on the rotor spinning machine were much easier to automate than those on the ring spinning machine. Automation of all operator functions is now standard on high-performance rotor spinning machines, automated can and package transport is already an essential feature in many textile mills.”
Volume 5 – Page 11
“Rotor spinning was the first process that was capable of producing a cross-wound package ready for processing or sale in a single process stage from a draw frame sliver. Roving frames and winders could be dispensed with; there was thus a significant incentive from the very outset to utilize this process, despite the higher cost of a rotor spinning position compared with a ring spinning position.
“[…]
“The rotor spinning machine is unlike any other machine in the short staple spinning mill in the range of tasks it has to perform, namely all the basic operations:”
- Sliver feed: A card or draw frame sliver is fed through a sliver guide via a feed roller and feed table to a rapidly rotating opening roller.
- Sliver opening: The rotating teeth of the opening roller comb out the individual fibers from the sliver clamped between feed table and feed roller. After leaving the rotating opening roller, the fibers are fed to the fiber channel.
- Fiber transport to the rotor: Centrifugal forces and a vacuum in the rotor housing cause the fibers to disengage at a certain point from the opening roller and to move via the fiber channel to the inside wall of the rotor.
- Fiber collection in the rotor groove: The centrifugal forces in the rapidly rotating rotor cause the fibers
- to move from the conical rotor wall toward the rotor groove and be collected there to form a fiber ring.
- Yarn formation: When a spun yarn end emerges from the draw-off nozzle into the rotor groove, it receives twist from the rotation of the rotor outside the nozzle, which then continues in the yarn into the interior of the rotor. The yarn end rotates around its axis and continuously twists-in the fibers deposited in the rotor groove, assisted by the nozzle, which acts as a twist retaining element.
- Yarn take-off, winding: The yarn formed in the rotor is continuously taken off by the delivery shaft and the pressure roller through the nozzle and the draw-off tube and wound onto a cross-wound package. Between takeoff and package, several sensors control yarn movement as well as the quality of the yarn and initiate yarn clearing if any pre-selected values are exceeded.
Volume 5 – Page 14–15
“Cotton dust (finishing abrasion in the case of man-made fibers) is also extracted through this opening. Fine dust therefore does not accumulate in the rotor groove, and yarn characteristics and yarn values remain stable.
“[…]
“The rotors, acting as fiber collecting and at the same time twist inserting elements, are the most important and also the most complex components in yarn formation (Fig. 16). As already mentioned, in addition to yarn formation in the rotor groove, the fibers fed in are also separated from the transport air in the rotor, this air being dispersed either over the rotor wall (systems with indirect rotor bearing) or through holes in the base of the rotor (systems with direct rotor bearing).”
Volume 5 – Page 24
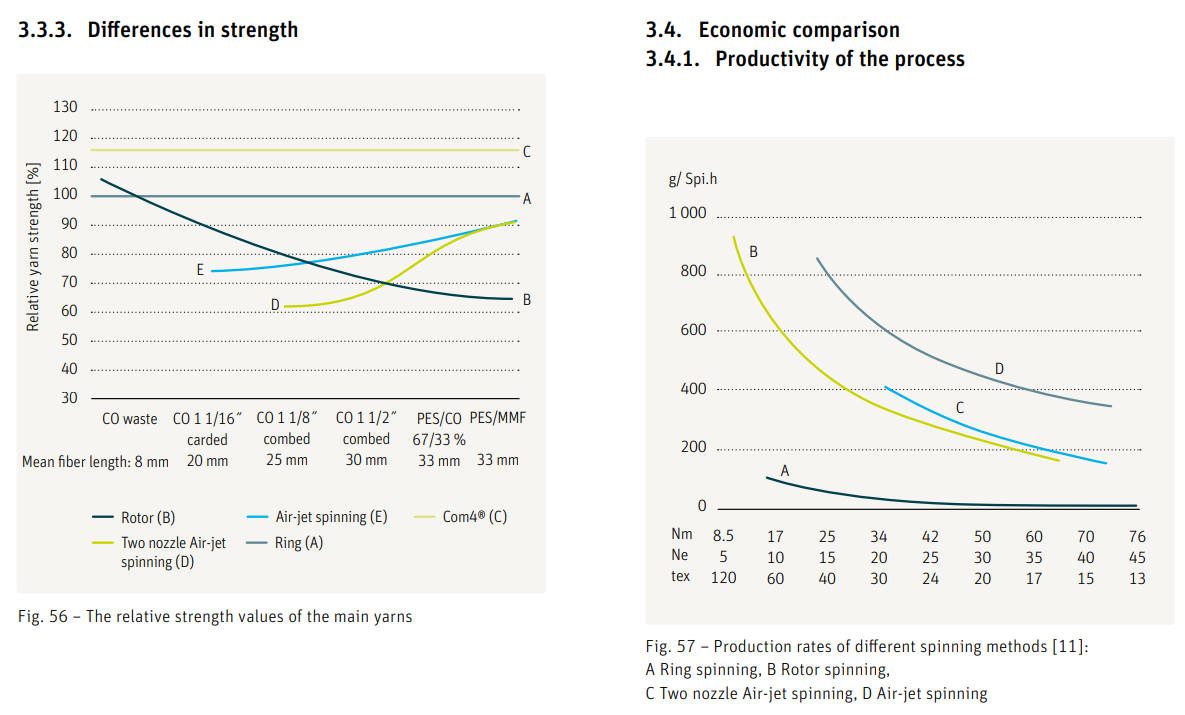
“The fact that rotor-spun yarns contain significantly fewer yarn defects than ring-spun yarns has made a major contribution to the success of the rotor spinning system. A comparison of Uster Statistics shows that the numbers of thick places, thin places and neps are significantly below the level of ring-spun yarns, even at delivery speeds that are up to 10 times higher. And the finer the yarn counts, the greater the differences.
“[…]
“This was also a major reason why rotor-spun yarns could for many years be processed further without cleaning. However, today‘s quality standards no longer permit this; quality requirements for rotor-spun yarns have increased considerably. For example, manufacturers of branded denim products (jeans, shirts, etc.) stipulate precise specifications for yarn and fabric quality which are so strictly formulated that only quality-tested yarns can be considered for processing.”
Volume 5 – Page 41
“Automation in rotor spinning in particular is very far advanced – at least in comparison to other spinning processes – not only in respect of machine automation as such (i.e. rotor cleaning, repairing ends down, transporting empty tubes, package change), but also as regards process-linking automation of material transport from the card through the draw frame(s) to the rotor spinning machine up to fully automated package removal or palletizing at the machine itself. Systems for automated material transport between card and draw frame and between the individual draw frame passages will not be dealt with here. You will find details of this in the relevant publications in this series of textbooks.
“[…]
“Systems for automating the operation of rotor spinning machines have been integral parts of high-performance rotor spinning machines for some years. Automated systems have been developed for all manual operations in several stages:”
- automatic gripping and introduction of the sliver end from a new can into the spinning box (implemented only in certain cases to date);
- automatic cleaning of rotor, draw-off nozzle and draw-off tube after ends down, quality stops or package changes;
- automatic piecing (start-up) after ends down, quality stops or package changes;
- automatic removal of full packages upon reaching the preset yarn length, and replacement with empty tubes;
- automatic feeding of empty tubes to the operating robot for package change;
- programmable batch phase-out/batch change;
- automatic deposit of removed packages at the end of the machine;
- automatic or semi-automatic filter cleaning
Volume 5 – Page 45
“After an end down or package change the interrupted spinning process at the spinning position in question has to be re-started. In terms of spinning technology this entails overlapping a thread end that has been fed back with the fiber ring in the rotor groove. The quality of such a piecing is just as important as the quality of the yarn itself, since both determine its market value to a great extent. The quality of a piecing is defined essentially by:”
- the tenacity of the piecing expressed as a percentage of yarn tenacity;
- the variation in tenacity between the piecings (CV% of piecing tenacity);
- the thickness of the piecing (diameter or mass);
- the length of the piecing;
- the repeat accuracy of the piecing.
Volume 5 – Page 48
“The reason for this is that sliver intake speed is very low at high drafts, and the individual fibers therefore spend longer in the opening roller zone before being
released from the fiber bundle that has been fed in. Fiber neps are opened more thoroughly, while dust and trash are more effectively released and removed from the fibers.“[…]
“In contrast to ring spinning, twisting during rotor spinning takes place from the inside outwards. The rotating, brush-like open yarn end first catches fibers in the core and then with further rotation gradually takes up fibers toward the periphery. In the interior, where the fibers cannot avoid the twist, the fibers become more compact. On the other hand, toward the exterior, the compactness falls off to an increasing degree, since here the fibers are able partially to avoid being twisted in. In addition to the fiber-specific properties (fiber strength, elongation, length, friction, etc.), yarn tenacity depends primarily on how often the yarn has been rotated around its axis.”
Volume 5 – Page 80
“Raw materials behave differently not only as regards their readiness to absorb moisture, their running properties are also affected by humidity levels in the spinning mill. Since the raw material spends several days in the spinning mill on its way through the spinning process, the moisture content of the fibers depends on the moisture content of the ambient air.
“[…]
“If relative humidity is too low, this usually becomes apparent with man-made fibers in electrostatic charging and a consequent increase in ends down. When cotton is being processed, fiber damage, fiber fly and deposits in the spinning box and winding zones occur.
“If relative humidity is too high, this results in lapping on cylinders and opening rollers with all fibers. The spin finish on man-made fibers tends to leave deposits on thread guide elements and in the fiber guide channel, thus obstructing fiber transport to the rotor. This then results in an increase in the number of neps and thick places.”
Volume 5 – Page 84
Volume 6 – Alternative Spinning Systems
“In open-end spinning, this flow of fibers is interrupted, the fiber strand being opened into individual fibers at a predetermined position, usually by means of an opening roller, followed by airborne fiber transport. This interruption or break in the fiber flow is physically achieved by increasing fiber speed locally to very high levels (up to 100 m/s), so that – according to the equation of continuity – the number of fibers in the cross-section drops to such low values that the fibers lose contact with each other. This enables twist to be imparted merely by rotation of the yarn end, which in turn leads to a significantly higher potential rotation speed. However, the break in fiber flow also leads directly to one of the most important and difficult tasks in open-end spinning, namely to control the configuration of the individual fibers, airborne at high speed, and the need to re-collect these fibers without losing their elongated configuration, which is essential to the formation of a new fiber strand. This very tricky problem of open-end spinning can be dealt with schematically as described below.
“[…]
“Several research teams, including some in the former Soviet Union, have investigated the possibilities of forming fiber strands with the aid of electrostatic fields. However, only the process proposed by the Battelle Institute has had a degree of success. The Electrospin Corporation (USA) demonstrated an experimental spinning machine based on this principle at the 1971 ITMA in Paris.”
Volume 6 – Page 15
I’m pretty sure that this is the company that Zellweger bought and which is now UTUS.
Volume 6 – Page 55
“This results in specific fields of application for the different processes. On the basis of simplicity, yarn quality and universality, ring spinning, together with the increasingly important compact spinning process, will remain the dominant spinning process in the long term. Rotor spinning will certainly continue to display its strengths in medium to coarse yarn counts, and maintain its market share. Air-jet spinning will win specific application fields in the medium count range at the partial expense of ring spinning and rotor spinning.”
Volume 6 – Page 56
Volume 7 – Processing of Man-Made Fibres
“The story of „man-made fibres“ goes far back into the 17th century and in this volume is also briefly revisited. The original drive for the development of man-made fibres was to replace cotton and thus the complicated process from the fibre to the yarn. An artificial endless thread, initially following the example of silk, was the dream.
“[…]
“In 2013, around 24 million tons of cotton were still processed – far more than half the processed staple fibres of approx. 44 million tons. Cotton is therefore still a very important raw material and this not only for the textile industry but also for the social and industrial development of numerous countries.”
Volume 7 – Page 7
“The polymer is fed to the spinning nozzle as a hot molten material. The extruded filaments are cooled by an air stream in the cooling duct so that they can be coiled in carts without sticking together as a bundle […]”
Volume 7 – Page 15
“Natural fibres are mostly more or less strongly crimped or looped. Usually, man-made fibres must also be crimped. The crimp can be permanent or temporary, i.e. set, partially set, or onset. Set crimp is selected in order to achieve certain characteristics in the end product, such as:”
- a full, bulked, soft feel, and
- high insulating capacity.
Volume 7 – Page 23
“A high lateral strength can be an advantage or a disadvantage depending upon the field of use (see Fig. 23). In general, high lateral strength gives good durability to the finished articles; this is very important in technical applications, in working clothes and uniform fabrics and also in floor coverings. However, the pilling tendency also increases so that in the civilian clothing sector only limited use is made of fibres with high lateral strength. This applies especially in relation to knitted goods, where the individual fibres are not so strongly anchored; for example, polyester fibre must be deliberately made brittle for use in knitted products to avoid pilling (anti-pilling types).”
Volume 7 – Page 26
“Depending upon their field of use, fibres with a higher or lower moisture take-up will be required, e.g. high – hand towels, underclothing; low − bathing costumes.
“In relation to clothing, however, it is not only the moisture take-up that is important but also the ability to transport moisture and wettability. Both properties have a strong influence on wearability. They depend upon fibre surface area and the capillary effect on the fabric. Thus, although PES has a low moisture take-up, good moisture transport can be reached by means of appropriate apparel design (Table 3)”
Volume 7 – Page 27
“Polyamide and polyester fibres are relatively difficult to ignite. Nevertheless, they have the serious disadvantage that the fibre substance melts and drips; in some circumstances, the result of this behavior can be far more serious for humans and the environment than in the case of cellulose. Of all normal fibres, wool has the most favorable burning characteristics. It is fairly difficult to ignite, and, after burning, it leaves a brittle, rapidly cooling residue that does not
adhere to adjoining surfaces.”
Volume 7 – Page 28
“Charge accumulations on the fibres and on the machines often have different signs. The machine components therefore tend to attract individual fibres or even whole strands. This leads to formation of laps, catching of fibres, blockages, etc., especially on cylinders, in clothings and in guide ducts. Falling apart of strands is caused by all fibres in the strand having the same charge and therefore tending to repel each other. In minor cases, this causes spreading out of the edge fibres; in extreme cases, the strand disintegrates.”
Volume 7 – Page 33
“In general man-made fibre material is free from impurities; however, depending on the supplier or process it is possible that fibre packages, melted together fibres can occur. These need to be removed and this can be done at the licker-in with the mote knife. In the Rieter C 70 card, the mote knife can be adjusted during production. Fig. 32 shows the knife almost closed as it would be recommended for man-made fibres (left) in comparison to a very open knife position for a high cleaning efficiency when running 100 % cotton.”
Volume 7 – Page 41
“When spinning sliver-blended polyester/cotton blends with ring spinning machines, a total of three drawing passages including the blending draw frame is needed to fulfill the highest quality standards. In contrast, when spinning the same material by rotor spinning technology two drawing passages are enough. In rotor spinning the fed sliver is completely opened to single fibres which ensure fibre/fibre mixing and additionally a lower number of draw frame passages is required.”
Volume 7 – Page 43
Volume 7 – Page 44
“Like the roller settings in the draw frame, the roller settings at the roving frame have to be adjusted according to the fibre length. Settings which are too narrow cause fibre damage, while settings which are too wide increase the number of floating fibres and result in higher unevenness of the roving. The break draft distance is an important parameter for the roving quality. The optimum setting is not only influenced by the fibre length but also by the drafting resistance of the fibre material. The higher the drafting resistance the higher the break draft roller setting has to be used.”
Volume 7 – Page 49
“The traveler speed is the most important limiting factor regarding production speeds on a ring spinning machine. In comparison to spinning cotton, the maximum traveler speed for spinning man-made fibres or blends has to be reduced. Higher traveler speeds increase the risk of thermal damage of the fibres which is described in chapter 5.9.2.. Thus, manufacturers of man-made fibres usually suggest maximum traveler speeds of 28 to 30 m/s. When processing fibres with a low melting point such as polypropylene or low-pill fibre types, a further decrease of the maximum traveler speeds well below 28 m/s is necessary. When spinning blends, the risk of thermal damage of the fibres can be ignored”
Volume 7 – Page 53
“Problems in the ring spinning process with man-made
fibres can be caused by:”“Problems caused by the fibres can arise from:”
- the fibres
- the machine
- the roving
- the air conditioning.
- poor spin finish (high fibre/fibre adherence, smearing)
- low plasticizing point (this is the main cause and it leads rapidly to thermal damage).
Volume 7 – Page 56
“The maximum possible rotor speed that can be used for a given man-made fibre material is influenced by the material itself (e.g. polyester, viscose, etc.), by the quality of the fibres and by the spin finish (e.g. high performance types, normal types, etc.). In general, blends with cotton can be spun faster than pure man-made fibres and viscose can be spun faster than polyester or polyacryl. For example, it is possible to spin high quality viscose with rotor speeds up to 130 000 rpm [13].
“The maximum speed that can be achieved has to be determined by spinning trials. It has to be kept in mind that the higher the rotor speed and the smaller the rotor diameter are, the higher the number of wrapper fibres will be and the harsher the feel of the finished fabrics will become.”
Volume 7 – Page 61
“Steaming is treatment with water vapor at temperatures below 100 °C. Steaming serves to reduce twist liveliness of both singles and plied yarns.
“Stabilization is treatment with steam at temperatures above 100 °C. Stabilization is carried out to reduce shrinkage of staple-fibre yarns for package and warpbeam dyeing.”
Volume 7 – Page 70